ABars, давал уже ссылки - но решил всё же уточнить, лично для тебя - а то из тебя скептицизм так и брызжет, в разных темах 😀
Во-вторых, сильно порадовала фраза: "Хонинговку словно только нанесли, причем явно в заводских условиях." Может быть автор этого исследования знает способ нанесения "хонинговки" в незаводских условиях?
Купи станок - и сам будешь хонинговать, если сможешь
Есть крупные сервисы, специализирующиеся на ремонте двигателей - у них такое оборудование имеется
К тому же именно для
плосковершинного хонингования - что в наше время
не делать как бы считается дурным тоном и непроффессионализмом.
Вот тебе "навскидку" - наиболее известные места в Москве - АБ-Инжиниринг, Центр Мотор, Механика
"Обычную хонинговку" - времён моей молодости - уж не знаю где делают - если только на "даром доставшемся" оборудовании где-нибудь в глубинке.
Хотя...
--------
https://www.ab-engine.ru/abs/03_02_honing.html......
Проводя сравнительный анализ достоинств и недостатков различных станков,
мы нашли существенные различия там, где, казалось бы, никакой разницы не должно быть — в конечном результате, в микропрофиле поверхности после обработки. Даже учитывая то, что сам хонинговальный инструмент (хонголовки и абразивные бруски) во всех случаях одинаков.Результат очень интересный и заслуживает подробного описания.
Многие из эксплуатируемых в России иностранных станков оснащены кривошипно-шатунным приводом вертикальной подачи шпинделя и хонголовки. Число оборотов шпинделя — величина постоянная, запомним это.Попробуем связать скорость подачи шпинделя и его частоту вращения с помощью математического аппарата, учитывая при этом, что вертикальное перемещения шпинделя станка (h) зависит от угла поворота кривошипа (f).
.....
.....
...Таким образом, угол хонингования (а) не остается постоянным, а при указанных режимах хонингования изменяется от значения, равного 0°в крайних положениях шпинделя, до максимального — в середине его хода, где h=S.
Что это означает на практике? На зеркало цилиндра наносят риски, расположенные не только под заданным углом хонингования: в верхней и нижней зонах цилиндра угол хонингования меньше. А это резко изменяет результат — риски, пересекающиеся под различными углами, разрушают поверхностный слой металла, а в месте их пересечения не образуется идеальный микропрофиль поверхности. Другими словами, качество поверхности, мягко говоря, не лучшее...
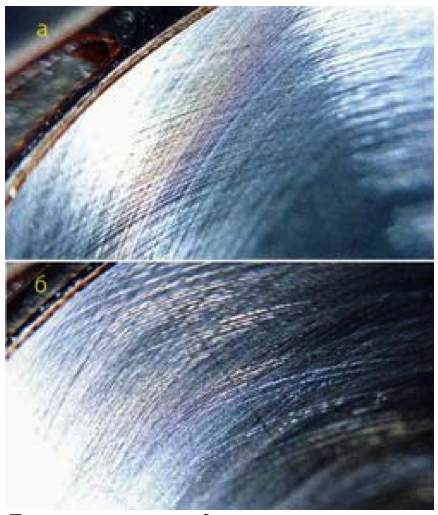
Поверхность цилиндра после хонингования на отечественном станке с постоянной скоростью подачи хонголовки (а) имеет более четкие риски, нежели после хонингования на станке иностранного производства (б). Зернистость брусков в обоих случаях одинакова и равна 100.
Идеальный МИКРОПРОФИЛЬ на… отечественном станке
Поговорим теперь о результатах хонингования с использованием отечественных станков. К примеру, довольно старый станок модели ЗГ833 оснащен иным типом привода вертикальной подачи шпинделя — это реечный механизм с двумя фрикционными электромагнитными муфтами. Такая конструкция обеспечивает постоянную вертикальную скорость перемещения шпинделя и практически мгновенное изменение направления его движения в крайних точках.
В такой конструкции линейная скорость инструмента и скорость перемещения шпинделя постоянны
.....
Шутка шуткой, а этот далеко не «суперстанок» по сравнению с навороченными иностранными образцами позволяет получать почти идеальный микропрофиль поверхности — отличия видны даже невооруженным глазом.
--------
Basil - на фото "б" хон похож на тот, что у Вольво в статье? 😀 а вот на "а" скорее, как у Тойоты и Мазды...

